Hoy vamos a comentar un punto muy importante para conseguir una impresión perfecta y que, en muchos casos, no se le presta la atención adecuada.
Estamos hablando sobre las retracciones, la retracción es el movimiento de retroceso del filamento necesario para evitar goteos de material durante los desplazamientos que realiza el extrusor en vacío durante nuestra impresión. Y durante estos movimientos pueden aparecer esos hilillos, o “stringing” tan molestos y poco estéticos para nuestra impresión.
La optima configuración de la retracción influye en el acabado final de nuestra/s pieza/s y por ello conviene ajustarlo a la perfección para cada material, extrusor e impresora 3D.
Para configurar la retracción deberemos modificar los siguientes parámetros:
Distancia de retracción: es la longitud que retrocede el material durante la retracción. Para su correcta configuración deberemos tener en cuenta el tipo sistema de extrusión (directo o Bowden) y el tipo de Hotend.
•Distancia de retracción: Indica los milímetros que retrocede el filamento durante la retracción. Esta distancia dependerá del sistema de extrusión (directo o Bowden) y del HotEnd. Para materiales como nuestro FLEX o TPU FC, debes desactivar la retracción para evitar atascos de filamento en el piñón del extrusor.
A la hora de hacer test de retracción, si entre una pieza y otra la variación de acabado no difiere mucho entre dos distancias distintas, conviene siempre elegir la menor. Ya que, con mayor distancia de retracción, el riesgo de atascos siempre es mayor.
•Velocidad de retracción: Velocidad a la que retrocede el filamento. También se obtienen, por lo general, mejores resultados a velocidades más altas. Pero igualmente debemos tener cuidado, a altas velocidades podemos mellar el filamento y dejarlo inservible.
•Elevación vertical: Mientras el extrusor retrae el filamento, también se produce una elevación del Hotend en el eje Z. Esta elevación sólo es necesaria para piezas con mucho detalle, para evitar deposiciones de material en esos detalles. Normalmente bastaría con que dicha elevación sea igual a la altura de capa.
Os estamos indicando los ajustes con las opciones del laminador “Simplify 3D” y los 3 parámetros que nosotros solemos ajustar más a menudo. Otros laminadores pueden referirse a estos ajustes de otra forma o incluso tener muchas más opciones que editar.
No os vamos a dar unas cifras concretas para cada uno de nuestros materiales ya que no sólo depende del material. La configuración de la retracción, así como de cualquier parámetro de los necesarios para una correcta impresión, no depende sólo del material.
Lo ideal sería realizar un test para cada filamento, cada impresora y cada conjunto extrusor.
Igualmente hay que tener en cuenta el estado de nuestro extrusor, nuestra boquilla, etc.
Por ejemplo, hace poco empezamos a encontrar problemas con la retracción en una de nuestras impresoras. Como a diario imprimimos infinidad de piezas en distintos materiales y con distintos acabados, los laminadores están todo el día ajustándose, y pensamos que podíamos haber cambiado sin querer alguno de los tres valores que os indicamos anteriormente.
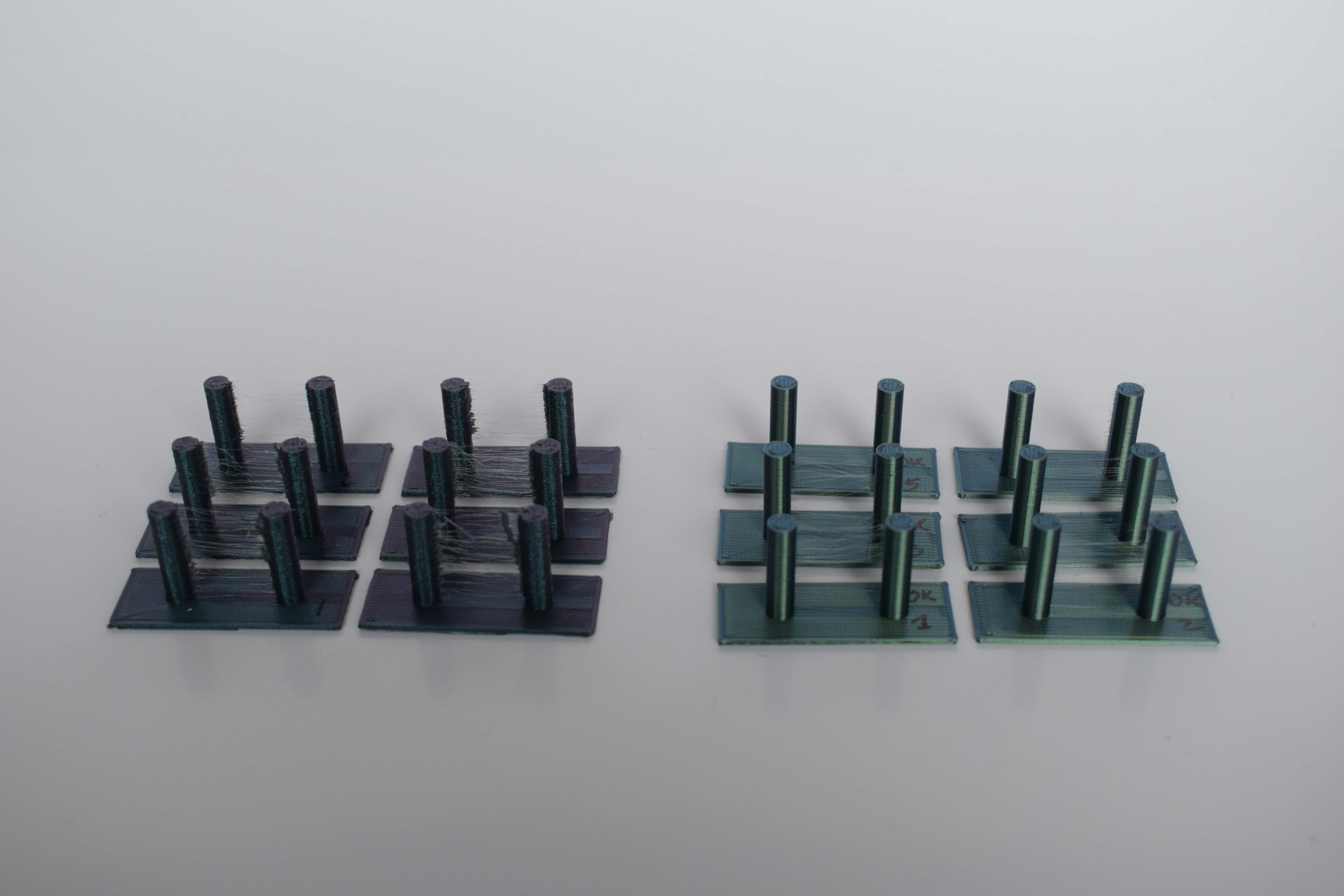
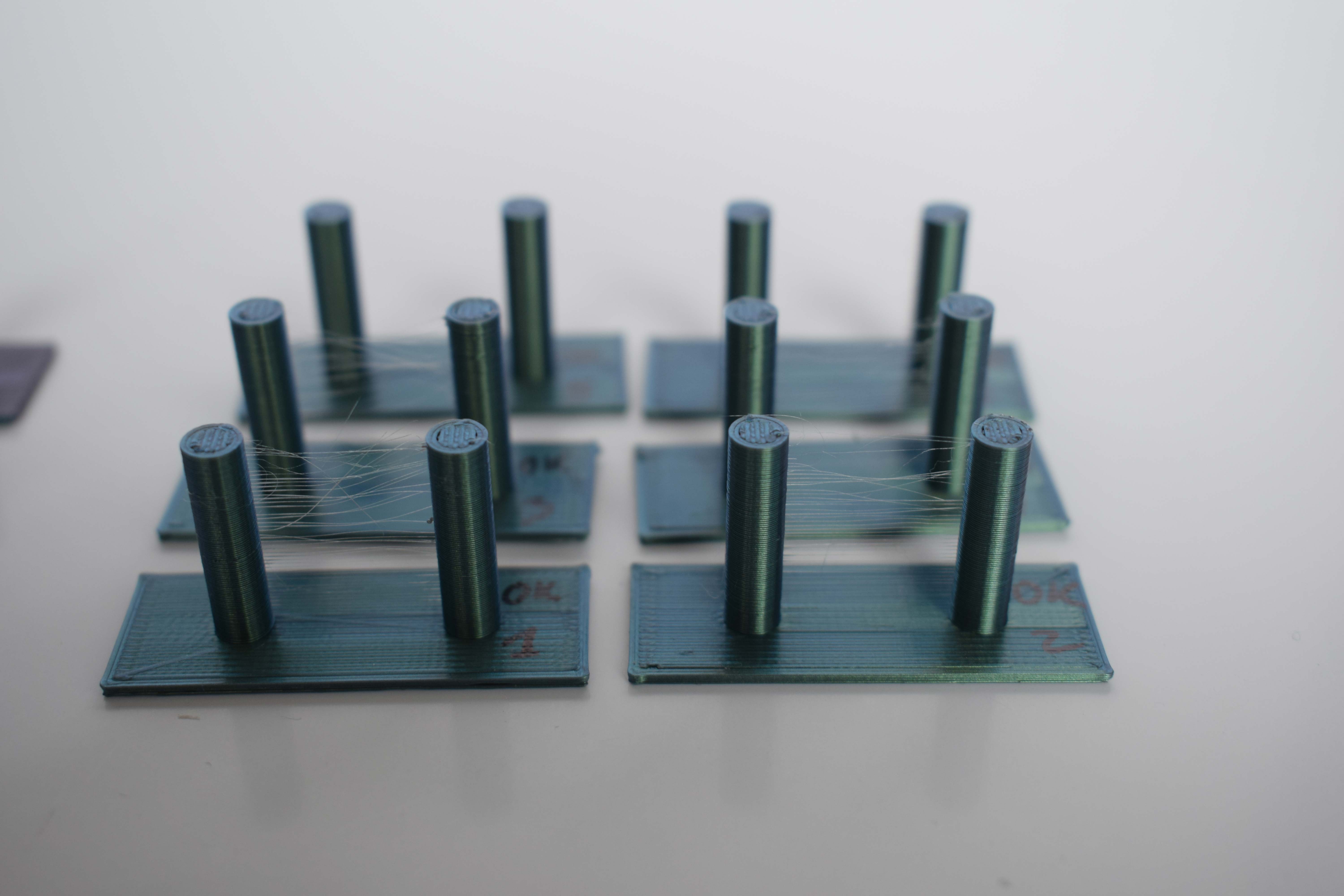
Diferencia de test de retracción con boquilla antigua(Izquierda) y con boquilla nueva (Derecha) misma configuración
Hicimos varias pruebas y no dábamos con el clavo. Al final decidimos cambiar la boquilla del Hotend y todo salió perfecto.
No os fieis de las guías mágicas para “eliminar los pelillos”, aseguraos de tener los componentes de vuestra impresora en buen estado y realizad pruebas con distintos parámetros con las torres de retracción, para así encontrar la configuración ideal para material.
Puedes conocer toda nuestra variedad de filamentos y resinas en: www.smartmaterials3d.com
O si lo prefiere, puede escribirnos un correo a: [email protected] y estaremos encantados de ayudarle.

 M (750g)
L (1000g)
M (750g)
L (1000g)


